- Polyvinyl butyral (PVB)https://www.elephchem.com/https://www.elephchem.comhttps://www.elephchem.comwww.elephchem.comhttps://www.elephchem.compolyvinyl-butyral-resin
- PVB is typically manufactured by first dissolving PVAL in water, then adding butyraldehyde and a catalyst (e.g., hydrochloric or sulfuric acid) under stirring, maintaining a reaction temperature of 15–50°C for the acetalization process. The resulting product is washed, centrifuged, and dried to obtain the final product. PVB is primarily used in the production of interlayer films for laminated glass (e.g., safety glass, bulletproof glass), as well as in coatings (e.g., phosphating primers, metal coatings, wood coatings, and vacuum metallization coatings) and adhesives.
- Currently, global PVB resin production is concentrated in the United States, Western Europe, and Japan, with the U.S. being the largest producer and consumer. China's PVB industry began in the 1950s but developed slowly until breakthroughs in ceramic decals and vacuum aluminum plating applications during the Seventh Five-Year Plan (1986–1990), which spurred industry growth. The primary use of PVB resin is as a high-viscosity raw material for PVB films, which serve as interlayers in safety glass. Additionally, it is widely used in coatings, adhesives, ceramic decals, and aluminum foil paper.
- PVB films are specialized products for manufacturing safety glass and bulletproof glass. Safety glass, made by sandwiching a PVB film between two layers of ordinary glass, offers excellent low-temperature impact strength, flexibility, light transmittance, weather resistance, sound insulation, and UV blocking. When subjected to strong external impact, the PVB film absorbs energy, preventing glass breakage or fragmentation injuries. PVB-laminated safety glass also features high transparency, water resistance, and aging resistance, with usability down to -60°C. It can also replace acrylic as a transparent material. Multi-layer lamination of glass and PVB films enables the production of military-grade bulletproof glass.

- PVB contains hydroxyl, acetyl, and aldehyde groups, giving it strong adhesive properties, making it suitable for various adhesives such as glass adhesives, metal adhesives, enameled wire adhesives, heat-seal adhesives, transfer label adhesives, film adhesives, pressure-sensitive adhesives, and others.
- With rising living standards, demand for filter-tipped cigarettes has surged. To protect public health, health authorities mandate 100% tipping for premium cigarettes, leading to a sharp increase in tipping paper usage and, consequently, PVB adhesive consumption.
- Furthermore, PVB resin can be blended with other resins to enhance bonding performance, creating adhesives for diverse applications, including wood, ceramics, metals, plastics, and leather.
- Due to its high bond strength, cold resistance, oil resistance, wear resistance, and corrosion resistance, PVB is widely used in wood coatings, metal coatings, metal primers, metal inks, foil coatings, vacuum metallization coatings, concrete coatings, waterproof coatings, leather coatings, and glossy surface protective coatings.
Website: www.elephchem.com
Whatsapp: (+)86 13851435272
E-mail: admin@elephchem.com
- Due to its high bond strength, cold resistance, oil resistance, wear resistance, and corrosion resistance, PVB is widely used in wood coatings, metal coatings, metal primers, metal inks, foil coatings, vacuum metallization coatings, concrete coatings, waterproof coatings, leather coatings, and glossy surface protective coatings.
- Furthermore, PVB resin can be blended with other resins to enhance bonding performance, creating adhesives for diverse applications, including wood, ceramics, metals, plastics, and leather.
- With rising living standards, demand for filter-tipped cigarettes has surged. To protect public health, health authorities mandate 100% tipping for premium cigarettes, leading to a sharp increase in tipping paper usage and, consequently, PVB adhesive consumption.
- PVB contains hydroxyl, acetyl, and aldehyde groups, giving it strong adhesive properties, making it suitable for various adhesives such as glass adhesives, metal adhesives, enameled wire adhesives, heat-seal adhesives, transfer label adhesives, film adhesives, pressure-sensitive adhesives, and others.
- PVB films are specialized products for manufacturing safety glass and bulletproof glass. Safety glass, made by sandwiching a PVB film between two layers of ordinary glass, offers excellent low-temperature impact strength, flexibility, light transmittance, weather resistance, sound insulation, and UV blocking. When subjected to strong external impact, the PVB film absorbs energy, preventing glass breakage or fragmentation injuries. PVB-laminated safety glass also features high transparency, water resistance, and aging resistance, with usability down to -60°C. It can also replace acrylic as a transparent material. Multi-layer lamination of glass and PVB films enables the production of military-grade bulletproof glass.
- Currently, global PVB resin production is concentrated in the United States, Western Europe, and Japan, with the U.S. being the largest producer and consumer. China's PVB industry began in the 1950s but developed slowly until breakthroughs in ceramic decals and vacuum aluminum plating applications during the Seventh Five-Year Plan (1986–1990), which spurred industry growth. The primary use of PVB resin is as a high-viscosity raw material for PVB films, which serve as interlayers in safety glass. Additionally, it is widely used in coatings, adhesives, ceramic decals, and aluminum foil paper.
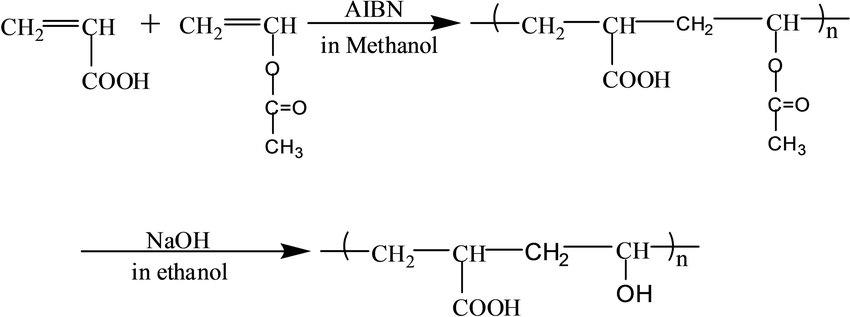
- PVB is typically manufactured by first dissolving PVAL in water, then adding butyraldehyde and a catalyst (e.g., hydrochloric or sulfuric acid) under stirring, maintaining a reaction temperature of 15–50°C for the acetalization process. The resulting product is washed, centrifuged, and dried to obtain the final product. PVB is primarily used in the production of interlayer films for laminated glass (e.g., safety glass, bulletproof glass), as well as in coatings (e.g., phosphating primers, metal coatings, wood coatings, and vacuum metallization coatings) and adhesives.

Properties and Applications of Polyvinyl Butyral (PVB) Resin
Status and Prospect of EVOH Material Development in China
By the end of 2023, China's annual EVOH Chuanwei Chemical (a subsidiary of SINOPEC) is currently the closest to the industrialized production of EVOH enterprises, has built an annual output of 12,000 tons of EVOH (including EVOH EW-3201 Dalian Institute of Chemical Physics, Chinese Academy of Sciences, has developed an EVOH preparation method based on alkaline deep eutectic solvent, which reduces the separation cost, improves the product purity and provides technical support for the localization of EVOH. Shenzhen Institute of Advanced Polymer Research has successfully developed EVOH resins with performance comparable to that of international first-class products through continuous polymerization technology and polymer chain segment micro-regulation technology, filling the gaps in domestic technology. Policy support: the national “14th Five-Year Plan” clearly puts forward to strengthen the independent research and development of high-end polymer materials, EVOH as a high-performance barrier material, by the policy encouragement and industrial funding support. Market prospect: It is expected that after 2025, with the commissioning of domestic enterprises such as Chuanwei Chemical, the annual production capacity of EVOH in China is expected to exceed 50,000 tons, which will significantly reduce the dependence on imports, and some of the products may even be exported to the international market. Website: www.elephchem.com Whatsapp: (+)86 13851435272 E-mail: admin@elephchem.com 

Carboxylated Polyvinyl Alcohol (CPVA)
I. Definition of Carboxylated Polyvinyl Alcohol (CPVA)
Carboxylated polyvinyl alcohol is a hydrogen-modified polymer obtained through a carboxylation reaction based on polyvinyl alcohol (PVA). CPVA has typically higher solubility and better performance than unmodified PVA.
II. Functions of Carboxylated Polyvinyl Alcohol
-
Plasticizer
CPVA can be used as a plasticizer to improve the processing properties and flexibility of plastics. It is often used in the production of soft plastics, coatings, and rubber products. -
Adhesive
CPVA can act as an adhesive, forming strong bonds between different materials. For example, when used as glue, it can bond materials such as paper, wood, and plastic together. -
Lubricant
CPVA can function as a lubricant, reducing friction on contact surfaces and extending the lifespan of materials. It is commonly used in industrial applications such as metalworking, textile manufacturing, and plastic processing.
III. Applications of Carboxylated Polyvinyl Alcohol
-
Packaging Materials
CPVA is used in manufacturing food packaging materials, such as wrapping paper, plastic films, and straws. This polymer is not only safe and environmentally friendly but also provides excellent flexibility and water resistance, offering effective protection for food packaging. -
Paper Coating
CPVA is used to coat paper, enhancing its strength and water resistance. It is commonly applied in the production of books, magazines, and other paper-based products. -
Medical Field
CPVA is used to manufacture medical products, such as sutures and artificial cartilage. It has good biocompatibility and poses no adverse effects when in contact with human tissues, ensuring the safety and reliability of medical materials.
Conclusion
Carboxylated polyvinyl alcohol is a multifunctional material with applications as a plasticizer, adhesive, and lubricant. It is widely used in packaging materials, paper coatings, and the medical field.
Website: www.elephchem.com
Whatsapp: (+)86 13851435272
E-mail: admin@elephchem.com
Dixon packing can be used for the separation process of high-purity and small batch products in the laboratory

Dixon packing is a small particle high-efficiency packing made of metal wire mesh, with a diameter equal to its height.
The specifications mainly include 2 × 2, 3 × 3, 4 × 4, 5 × 5, 6 × 6, 7 × 7, 8 × 8, 9 × 9, 10 × 10, 11 × 11, 12 × 12, etc.

Due to the capillary action of metal wire mesh, the liquid can be well dispersed and form a film, which is conducive to sufficient mass and heat transfer between gas and liquid, and can significantly eliminate unstable phenomena such as channel flow. The pressure drop of the θ ring packing is related to factors such as gas velocity, liquid spray rate, system density, surface tension, viscosity, and the characteristics of the packing, as well as the amount of pre flooding treatment of the packing.
The hysteresis of dixon packing is greater than that of similar solid fillers, and the surface wetting is also more complete than that of general ceramic rings, resulting in a higher film formation rate and higher separation efficiency. The theoretical plate number of θ ring packing decreases with the increase of packing size and tower diameter, which is more pronounced for packing in small diameter towers.
The increase of tower diameter leads to a significant decrease in the theoretical plate number (when Dr/d>10, HETP=0.8-1.2dr, while when Dr/d>70, the packing efficiency is significantly reduced). It increases with the increase of gas velocity and decreases with the decrease of surface wettability of the packing. θ ring packing is mainly used in laboratory and small batch, high-purity product separation processes. (Compared with single-layer, double-layer has greatly improved mechanical properties and separation efficiency. Generally, double-layer is selected for sizes of 5 × 5 or more.)
Why Does Aluminum Nitride (AlN) Dominate in Performance But Hold Under 30% Market Share (part II)
The Path to Breakthrough: Resonance Between Technological Iteration and Market Demand
Technological Breakthroughs: Localization and Process Optimization
Powder Preparation: Localized Breakthrough via Carbothermal Reduction
The mainstream methods for producing aluminum nitride (AlN) powder (e.g., direct nitridation) depend on high-purity aluminum and extreme conditions, while Japanese firms like Tokuyama dominate the high thermal conductivity AlN substrates market. Chinese researchers have innovated the AlN carbothermal reduction process, using alumina and carbon black to achieve simultaneous reduction and nitridation at 1,600°C. This slashes AlN powder production costs by 60%, lowering prices from 200–300/kg to under 200–300/kg to under 80/kg. By tuning reaction parameters, submicron AlN powder (0.5–1.5 μm) can be made, meeting strict demands for AlN ceramic applications in 5G and power electronics.

Low-Temperature Sintering: Nano-Modification Cuts Energy Use
Traditional AlN sintering temperature reduction required >1,800°C, consuming 35% of production costs. Shanghai Institute of Ceramics developed a nano-YAG coating for AlN ceramics, enabling low-temperature sintering of AlN at 1,480°C. This reduces energy use by 30% and cuts Y₂O₃ in AlN sintering from 5wt% to 2wt%, avoiding secondary phases that degrade AlN thermal conductivity (>190 W/(m·K)).

Emerging Demand: 5G and Wide-Bandgap Semiconductors Drive Growth
With SiC/GaN devices pushing junction temperatures past 200°C, AlN vs. Al₂O₃ for power electronics is tilting toward AlN. The AlN market growth in semiconductor industry is robust, with substrates for automotive radar and data centers fueling a projected $1.2B market by 2023 (15% CAGR).
Policy Support: China’s Push for AlN Self-Sufficiency
China’s 14th Five-Year Plan prioritizes AlN powder supply chain localization, with subsidies to boost AlN self-sufficiency in China 2025 to >50%.

Conclusion: AlN’s Industrial Tipping Point
While direct nitridation vs. carbothermal AlN debates persist, cost of AlN powder per kg and process maturity remain hurdles. Yet with AlN in high-power LED packaging and 5G expanding, the material is transitioning from lab to fab. For investors and engineers, tracking how to reduce AlN manufacturing cost and AlN substrates for SiC/GaN devices will be key to capitalizing on this shift.

About Xiamen Juci Technology Co., Ltd.
Xiamen Juci Technology Co., Ltd. is a high-tech enterprise specializing in the research, development, production, and sales of high-performance ceramic materials. The company is committed to providing high-quality aluminum nitride series products and solutions for industries such as electronics, semiconductors, and aerospace, earning widespread trust from customers with its exceptional quality and service.
Media Contact:
Xiamen Juci Technology Co., Ltd.
Phone: +86 592 7080230
Email: miki_huang@chinajuci.com
Website: www.jucialnglobal.com
Why Does Aluminum Nitride (AlN) Dominate in Performance But Hold Under 30% Market Share (Part I)
In modern industry,advanced ceramic materials play a significant role due to their unique physical and chemical properties. Among aluminum-based ceramics, aluminum nitride (AlN) and aluminum oxide (Al₂O₃) are two highly regarded materials, yet their market positions are vastly different: Al₂O₃ dominates the mainstream, while AlN has a penetration rate of less than 30%. Why has the superior-performing AlN failed to replace Al₂O₃? This article delves into the scientific logic and industrial realities behind this phenomenon.

1. The "Hardcore" Advantages of Aluminum Nitride
Thermal Conductivity: A Crushing Physical Difference
AlN thermal conductivity (170–200 W/(m·K)) is 7–10 times that of Al₂O₃ (20–30 W/(m·K)).

This gap stems from differences in their crystal structures:
AlN Crystal Structure: Aluminum nitride belongs to the hexagonal crystal system, where aluminum and nitrogen atoms are connected by strong covalent bonds, forming a dense atomic arrangement. This structure not only has high bond energy but also minimal lattice vibration (phonon) resistance, enabling highly efficient heat conduction.
Limitations of Al₂O₃: In the crystal structure of aluminum oxide (α-Al₂O₃, corundum structure), oxygen atoms occupy larger spaces, and the ionic bond characteristics between aluminum and oxygen atoms cause severe lattice vibration scattering, hindering heat transfer.
This property makes aluminum nitride (AlN) ceramic the preferred high thermal conductivity heat dissipation substrate for high-power electronics, 5G base stations, RF devices, LED packaging, and power modules, offering excellent thermal management and electrical insulation for advanced semiconductor applications. For example, AlN heat dissipation substrates can reduce chip junction temperatures by over 30%, significantly extending device lifespan.

Insulation Performance: The "Guardian" in High-Temperature and Extreme Environments
AlN's dielectric constant (8.8) is lower than that of Al₂O₃ (9.8), and its insulation resistance stability is superior under high temperatures (>500°C) or high-humidity conditions. This is due to the strong covalency of its chemical bonds and low oxygen vacancy defect rate. In aerospace, electric vehicle battery modules, and similar scenarios, AlN can prevent safety hazards caused by partial discharges.

Chemical Stability: Dual Protection Against Corrosion and Radiation
AlN exhibits far greater corrosion resistance to molten metals (e.g., aluminum, copper) than Al₂O₃, and its crystal structure is less susceptible to damage in high-radiation environments (e.g., nuclear industry). For instance, after the Fukushima nuclear disaster in Japan, AlN was listed as a key research material for radiation resistance.
2. Penetration Rate Below 30%: The Dual Dilemma of Technology and Market for AlN
Manufacturing Process: Crossing the "Valley of Death" Between Lab and Mass Production
The industrialization of AlN began as a battle against physical limits. Its synthesis process requires temperatures above 1800°C in a nitrogen atmosphere, with aluminum powder purity exceeding 99.99%. Any trace oxygen impurities (over 0.1%) can lead to the formation of AlON impurity phases, acting as "thermal landmines" in the crystal and causing a sudden 30% drop in thermal conductivity.

The sintering stage is even more challenging—conventional pressureless sintering struggles to achieve densification. If hot isostatic pressing (HIP) is employed, equipment costs skyrocket; if sintering aids like Y₂O₃ are added, temperatures can be lowered, but second-phase particles form within the material, obstructing phonon transmission.

In contrast, Al₂O₃ production is a mature industrial symphony. Its raw materials are inexpensive, the process window is broad, and conventional sintering below 1500°C yields dense ceramics, with production costs only 1/3 to 1/2 of AlN production. This "crushing" cost advantage keeps Al₂O₃ far ahead in the industrialization race.
In cost-sensitive sectors like consumer electronics, the disadvantages of Aluminum Nitride for Electronics (AlN) are even more pronounced. For smartphone heat sinks, Al₂O₃ solutions cost just 0.3–0.5 perpiece,while AlN—even if priced down to 0.3–0.5 per piece,while AlN—even if priced down to 2—faces accusations of "over-engineering." This cost-performance gap confines AlN to niche high-end markets.
About Xiamen Juci Technology Co., Ltd.
Xiamen Juci Technology Co., Ltd. is a high-tech enterprise specializing in the research, development, production, and sales of high-performance ceramic materials. The company is committed to providing high-quality aluminum nitride series products and solutions for industries such as electronics, semiconductors, and aerospace, earning widespread trust from customers with its exceptional quality and service.
Media Contact:
Xiamen Juci Technology Co., Ltd.
Phone: +86 592 7080230
Email: miki_huang@chinajuci.com
Website: www.jucialnglobal.com
What do you need to know if you want to enter the diaper industry and produce baby diapers?
If you want to produce disposable baby diapers, here are some guidelines to help you plan the entire process from raw material preparation to finished product inspection:
1. Market research and product positioning
Understand market demand: Study the consumer demand of the target market, the product characteristics of competitors and market trends, and determine the differentiated positioning of the product.
Determine product specifications: According to market demand, determine the key indicators of diapers such as size, absorption capacity, breathability, and softness.

2. Diaper raw material preparation
Spunbond non-woven fabric: As the main product of your factory, spunbond non-woven fabric is an important raw material for the surface layer, diversion layer, and leak-proof edge of diapers. Ensure that the quality of raw materials meets national standards and customer needs.
Absorption layer material: such as polymer absorbent resin (SAP), which is the core absorbent material of diapers, needs to choose products with strong water absorption and good water retention capacity.
Backsheet film material: such as PE breathable bottom mold or hot air breathable bottom mold, responsible for preventing urine leakage and maintaining good breathability.
Elastic materials: such as elastic waistbands, used to improve the fit and comfort of diapers.

3. Production process
Raw material cutting and pretreatment: Cut spunbond non-woven fabrics, absorbent layer materials, bottom films and other raw materials according to the designed size, and perform necessary pretreatment, such as hydrophilic treatment, softening treatment, etc.
Assembly and molding: Assemble the cut raw materials in a certain order to form the basic structure of diapers. Through the molding machine, the diapers are pressed into the required shape and size.
Adding functional layers: Add functional layers such as humidity indicators and leak-proof edges to diapers as needed to improve the practicality and comfort of the product.
Heat sealing and bonding: Use hot melt adhesive or other bonding methods to firmly bond the layers of materials together to ensure that the diapers will not delaminate or shift during use.
Quality inspection: Perform water absorption performance tests, strength tests, appearance inspections, etc. on the finished diapers to ensure that the product quality meets national standards and customer needs.
4. Production equipment and automation
Introduction of advanced production equipment: Consider the introduction of highly automated production lines to improve production efficiency, reduce labor costs, and ensure the consistency of product quality.
Intelligent monitoring: Use advanced technologies such as machine vision systems and sensor networks to monitor key parameters in the production process in real time, and promptly discover and solve problems.
5. Quality control and environmental protection measures
Establish a quality management system: Develop a complete quality management system and process to ensure that every link from raw material procurement to finished product delivery meets quality requirements.
Strengthen environmental protection management: During the production process, take necessary environmental protection measures, such as reducing wastewater discharge and reducing noise pollution, to ensure that production activities comply with environmental protection regulations.
6. Sales and distribution
Establish sales channels: According to market demand and competition, select appropriate sales channels, such as direct sales, distribution, e-commerce, etc.
Develop marketing strategies: Combine product characteristics and market demand to develop targeted marketing strategies to increase product awareness and market share.
7. Continuous improvement and innovation
Pay attention to market trends: Pay close attention to changes in market trends and consumer demand, and adjust product strategies and production plans in a timely manner.
Technological innovation: Continuously introduce new technologies and new materials to improve product performance and comfort and meet the diverse needs of consumers.
In summary, the production of diapers requires comprehensive consideration of market demand, raw material preparation, production process, production equipment and automation, quality control and environmental protection measures, as well as sales and distribution. I hope the above suggestions can help you.
If you need know more information, please click www.glinknonwoven.com
Cellulose Acetate Butyrate Characteristics, Applications and Selection Guide
Table of Contents
1. Introduction
Overview of the properties and application fields of cellulose acetate butyrate (CAB).
2. What is Cellulose Acetate Butyrate?
Introduce the chemical structure, preparation method and main properties of CAB.
3. Main Properties of Cellulose Acetate Butyrate
Detailed description of the physical properties, chemical stability and environmental friendliness of CAB.
4. Cellulose Acetate Butyrate Uses
Discuss the application of CAB in coatings, printing inks, nail care, varnishes and other fields.
5. What are the Different Types of Cellulose Acetate Butyrate? How Do I Choose?
Compare the models and properties of iSuoChem and Eastman CAB products.
6. Does My Project Really Need Cellulose Acetate Butyrate? What are Its Advantages?
Analyze the advantages of CAB resin and its applicable scenarios.
7. How to Choose the Right Cellulose Acetate Butyrate Product
Provide practical suggestions for selecting CAB products, including performance parameters and supplier selection.
8. FAQ
Answers to common questions about CAB, including safety, technical support and price advantages.
9. Conclusion
Summarizes the characteristics and application prospects of CAB, and emphasizes its importance as a modern industrial material.
1. Introduction
Cellulose Acetate Butyrate (CAB) is an important cellulose derivative that is widely used in many industrial fields due to its unique chemical structure and physical properties. CAB is usually a white powder with excellent solubility, flexibility and weather resistance, making it an ideal material for coatings, printing inks, nail care and varnishes. This article will explore the characteristics, application scenarios and how to choose the right Cellulose Acetate Butyrate product according to your needs.
2. What is CAB Cellulose Acetate Butyrate?
Cellulose Acetate Butyrate is a polymer material made from cellulose through acetylation and butyrylation reactions. Its molecular structure contains acetyl, butyryl and hydroxyl groups, and the content of these groups determines the performance of CAB. For example, an increase in the acetyl content increases the melting point and tensile strength of the material, while an increase in the butyryl content reduces the density and expands the solubility range.
Cellulose Acetate Butyrate has excellent moisture resistance, UV resistance, flexibility and transparency, and also has good electrical insulation properties. These properties make it perform well in coatings, inks and varnishes. 314.

3. Main properties of cellulose acetate butyrate
1. Physical properties: Cellulose Acetate Butyrate is usually a white powder with a density of 1.2-1.26 g/mL and a melting point range of 155°C to 240°C. Its refractive index is 1.475, with good transparency and optical properties.
2. Chemical stability: Cellulose Acetate Butyrate has good solubility in a variety of solvents and good compatibility with resins and high-boiling plasticizers. Its chemical corrosion resistance and weather resistance make it suitable for outdoor applications.
3. Eco-friendly: As a bio-based material, Cellulose Acetate Butyrate is degradable and has little impact on the environment, which meets the needs of sustainable development.
4. Cellulose acetate butyrate uses

1. Coatings: Cellulose Acetate Butyrate is widely used in automotive coatings, which can accelerate solvent evaporation, shorten drying time, and enhance the wear resistance and color stability of the coating. For example, Eastman CAB-381-0.5 can be used in automotive plastic coatings and wood coatings, which has the characteristics of improving leveling and increasing brightness. Currently, iSuoChem can provide completely equivalent models.
2. Printing inks: Cellulose Acetate Butyrate is added to inks as a leveling agent to improve leveling, eliminate paint film shrinkage, and enhance the adhesion and gloss of inks14.
3. Nail care: The application of Cellulose Acetate Butyrate in nail polish provides excellent flexibility and weather resistance, making nail polish more durable and beautiful3.
4. Varnish: Cellulose Acetate Butyrate can enhance adhesion, gloss and gloss retention when added to varnish, making the coating have extremely high gloss and wear resistance14.
5. Other application areas

5. What are the different types of Cellulose Acetate Butyrate CAB? How do I choose?
| Code | Cellulose Acetate Butyrate Properties | Equivalent Brand |
| iSuoChem CAB-381-0.1 | Low solution viscosity, good solubility, suitable for wood, metal, plastic coatings, reducing shrinkage, shortening drying time, improving pigment control and inter-coating adhesion | EASTMAN |
| iSuoChem CAB-381-0.5 | Good solubility, higher viscosity, increased toughness, suitable for automotive basecoat, improves leveling and drying performance, improves orientation of flake metal pigments | EASTMAN |
| iSuoChem CAB-381-2 | Good solubility, higher viscosity, suitable for high viscosity coatings, enhanced wear resistance and color stability, increased toughness, suitable for automotive basecoats, improved orientation of flake metal pigments | EASTMAN |
| iSuoChem CAB-381-20 | Good solubility, high viscosity, suitable for high viscosity coatings, enhanced wear resistance and color stability, large rheology modification, enhanced wear resistance and color stability | EASTMAN |
| iSuoChem CAB-551-0.01 | Excellent compatibility, low viscosity, suitable for UV curing coatings, improving hardness and construction performance | EASTMAN |
| iSuoChem CAB-551-0.2 | Excellent compatibility, low viscosity, suitable for high solid coatings, improving construction performance | EASTMAN |
| iSuoChem CAB-531-1 | Higher butyryl content, improved compatibility, suitable for high butyryl content coatings, improved compatibility and pigment wetting | EASTMAN |
6. Does my project really need Cellulose Acetate Butyrate CAB resin? What are its advantages?
iSuoChem CAB Resin series is favored by the market for replacing Eastman CAB full series products. iSuoChem not only has the same product advantages as Eastman, such as pigment control, adhesion, toughness and construction performance, but is also suitable for industrial applications with high performance requirements.
With outstanding performance in solution transparency and price, iSuoChem CAB full series is more suitable for projects that need to control production costs and have high transparency requirements.
7. How to choose the right cellulose acetate butyrate product
1. Choose according to application requirements: Different applications have different performance requirements for Cellulose Acetate Butyrate. For example, automotive coatings require high weather resistance and wear resistance, while printing inks require good leveling and adhesion314.
2. Consider performance parameters: When selecting Cellulose Acetate Butyrate products, pay attention to parameters such as acetyl and butyryl content, molecular weight, solubility, etc. For example, Eastman CAB-381-2 has high viscosity and excellent flexibility, which is suitable for metal coatings and plastic coatings. iSuoChem CAB 381-2 can provide equivalent performance.
3. Suppliers and prices: There are multiple suppliers on the market that provide CAB products, with different prices and specifications. For example, the packaging specification of Eastman CAB-381-0.5 is 20KG/bag, which is suitable for occasions with low construction viscosity. iSuoChem CAB 381-0.5 can provide equivalent packaging.
8. FAQ
Here are some frequently asked questions about WPC decking:
Q: What is cellulose acetate butyrate used for?
A: Eastman cellulose acetate butyrate is mixed cellulose esters containing acetate and butyrate functional groups. They are commonly used as binders and additives in coating applications for a variety of substrates, including plastics, textiles, metal, and wood.
Q: Is cellulose acetate butyrate safe?
A: Yes. Cellulose acetate butyrate is a biodegradable and environmentally friendly material. Therefore, it must be environmentally friendly and safe.
Q: Do you provide technical guidance?
A: Yes. We have professional pre-sales, after-sales and technical engineers who can provide technical guidance on applications.
Q: Do you have price advantages?
A: Compared with Eastman, our cab cellulose acetate butyrate price has a great advantage.
Q: What are the main brands in the market?
A: Currently, the main international brand in the market is Eastman. iSuoChem can produce and sell all of Eastman's existing CAB products.
Q: What are the appearance of cellulose acetate butyrate?
A: We have white coarse cellulose acetate butyrate granule and fine powder.
Q: Why should we choose you instead of Eastman?
We have professional sales staff who can help you with pre-sales consultation, sample confirmation(Advanced sample managerment), follow-up of bulk production, export by sea and land, and customs declaration/clearance. Our price is very competitive. After it is dissolved, you can see that our transparency of cellulose acetate butyrate solubility is very high compared to Eastman. Please ask for a comparison test video from us.
9. Conclusion
Cellulose acetate butyrate has shown broad application prospects in the fields of coatings, printing inks, nail care and varnishes. Its excellent physical properties, chemical stability and environmental friendliness make it an important material in modern industry. By understanding the characteristics and application scenarios of CAB, users can choose suitable products according to specific needs and give full play to its performance advantages.
How Does Polyamide Resin Work in Coatings and Inks?
Polyamide resins are widely used in the coatings and inks industry, significantly enhancing product performance, durability, and adhesion.
Polyamide resins are synthetic polymers formed by the condensation of polyamines and dicarboxylic acids. They exhibit excellent chemical resistance, high thermal stability, and strong adhesion to various substrates. Below, we will explore the role of polyamide resins in coatings and inks in detail, supported by some real applications by our customers.

Main Properties of Polyamide Resins
Polyamide resins possess several properties that make them particularly suitable for coatings and ink formulations:Strong Adhesion(long-lasting adhesion is critical), Chemical Resistance(This ensures that coatings and inks maintain their integrity even when exposed to corrosive substances.), Durability(These resins significantly improve the durability of coatings and inks. They withstand wear, abrasion, and environmental factors), Flexibility(Polyamide resins enhance the flexibility of coatings, making them resistant to cracking or peeling under pressure.)
Product Applications in Coatings
In coatings, polyamide resins act as adhesives, binding pigments and other components together while forming a continuous film. They improve corrosion resistance, enhance gloss, and increase wear resistance. Polyamide-based coatings are commonly used in high-performance applications such as marine coatings, automotive topcoats, building coatings and industrial protective coatings.
Customers' Examples:
Marine Coatings: Our marine coatings manufacturers developed a new anti-corrosion coating using polyamide resins, significantly improving the durability of ship hulls in seawater and reducing maintenance costs.
Automotive Coatings: Our automotive manufacturer customer incorporated polyamide resins into the coatings for its premium models, ensuring the paint remained glossy and intact under extreme weather conditions.
Product Applications in Inks
In ink formulations, polyamide resins primarily serve as binders, firmly holding pigment particles together and ensuring strong adhesion to substrates like paper, plastic, or metal. This high adhesion is particularly evident in inks used for printing on non-porous surfaces, such as packaging materials or industrial labels.
Polyamide resins also enhance the ink's resistance to staining, fading, and abrasion, which is essential for the long-term clarity and quality of printed materials. They are compatible with various pigments and additives, making them versatile for different ink formulations, including flexographic and offset printing.

Customers' Examples:
Packaging Inks: Our packaging customers developed a new food packaging ink using polyamide resins, significantly improving the durability and vibrancy of printed designs.
Industrial Labels: Some industrial label manufacturers improved its ink formulation with polyamide resins, ensuring labels remained legible under high temperatures and humidity.
Environmental Benefits
In recent years, the coatings and inks industry has seen growing demand for eco-friendly solutions. Polyamide resins can be formulated into low-VOC (volatile organic compound) products, making them a more sustainable choice for many applications.
Customers' Examples:
Eco-Friendly Coatings: Some European coatings manufacturers launched a low-VOC coating based on polyamide resins, earning multiple environmental certifications and successfully entering the high-end construction market.
As we all know that polyamide resins play an important role in enhancing the performance of coatings and inks. Their excellent adhesion, chemical resistance, durability, and flexibility make them the better choice for high-performance applications across many industries.
Polyvinyl butyral for coatings
Artile Topic: (PVB resin) Polyvinyl butyral for Coatings/Paints
Polyvinyl butyral (PVB resin) is polyvinyl butyral resin. It not only has good bonding properties, but also has excellent film-forming properties and wear resistance. So iSuoChem Polyvinyl butyral is widely used in the coating industry.
Polyvinyl butyral is a solvent-based resin. It is synthesized by acetal reaction of polyvinyl alcohol (PVA) and butyraldehyde under the action of a catalyst. It is non-corrosive and has good solubility, light resistance, water resistance, heat resistance, cold resistance, oil resistance, wear resistance and corrosion resistance. This adhesive resin is non-toxic, odorless and environmentally friendly. So Polyvinyl butyral is favored by many countries that have high requirements for the environmental protection level of coatings.

Next, I will list some conventional coating application areas. At high temperatures, polyvinyl butyral can also perform well in other related coating industry applications.
1. Wood coatings: Polyvinyl butyral can be treated as surface treatment agent for plywood, hardboard, or primer for insulating materials.
2. Metal coatings: After mixing PVB with other natural resins, synthetic resins, drying oils, etc., it can improve the impact resistance, flexibility and density of thermosetting resins.
3. Concrete coating: When polyvinyl butyral solution is used as a primer, it can improve the durability of water-based paint films.
4. Waterproof coating: Polyvinyl butyral resin is used as a waterproof coating for fabrics, tents, coats, instrument bags, etc. Good results can be obtained by adding polyvinyl butyral to waterproof coatings.
5. Glossy surface protective coating: Polyvinyl butyral films show strong elongation at room temperature and can maintain this property at low temperatures, so the unique properties of polyvinyl butyral resin can be used to prepare films with excellent softness and elasticity.
6. Vacuum deposition coating: PVB solution has good adhesion to plastic surfaces, paper and metal surfaces, so it can be used as a vacuum deposition coating. For example, vacuum aluminum plating and adhesives for processed surfaces.
With the continuous development of the coating industry and the continuous improvement of environmental protection requirements, the application of polyvinyl butyral resin will be more extensive and in-depth.