Film-forming agents are important adjuvants in pesticide seed coatings and are key functional ingredients in seed coatings. The inclusion of film-forming agents allows seed coatings to form a film on the seed surface, distinguishing them from other formulations such as dry powders, dispersible powders, liquids, and emulsions. The primary function of the film-forming agent in seed coatings is to adhere the active ingredient to the seed surface and form a uniform, smooth film. Film-forming agents need to be water-resistant to hold up in wet conditions like rice paddies, but they also need to let some water through so seeds can grow. It’s also good if they can soak up a bit of water from the soil, which helps seeds grow when it’s dry. Most polymers are good at one of these things, but not all. For example, it's hard to find something that’s both waterproof and lets water pass through. Right now, seed coatings often use just one polymer, so it’s tough to get all these properties at once. This is a main problem for making better seed coatings for rice fields.
Polyvinyl Alcohol (PVA), with its excellent film-forming, swelling, and water permeability, is currently the most widely used film-forming agent in seed coatings. However, its poor water resistance makes it susceptible to water erosion after seed coating, making it unsuitable for use alone in paddy fields or in high-humidity areas. VAE Emulsion (Vinyl Acetate–ethylene Copolymer Emulsion) exhibits strong water resistance, but VAE films only swell in water, not dissolve, and are impermeable to water. Clearly, VAE alone is also unsuitable as a seed coating agent. To address these issues, we used a solution blending method to prepare a series of blended films using PVA and VAE in varying ratios, hoping to improve the water resistance of Polyvinyl alcohol film (PVA film).
1. Microscopic Observation of the Blend System
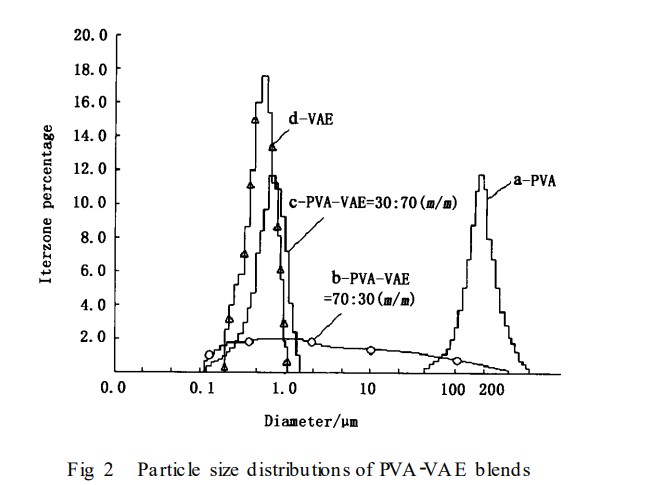
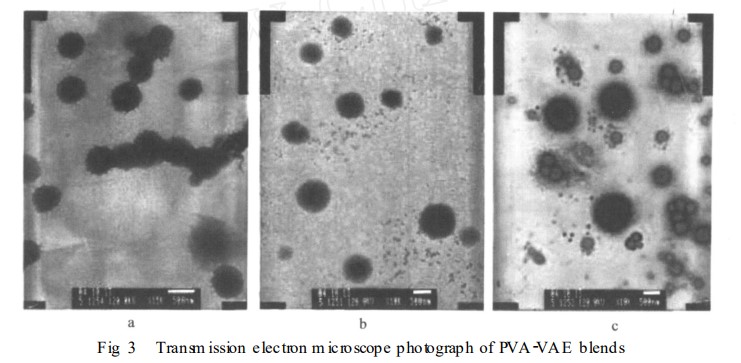
Figure 3-a shows that the PVA colloidal particles exhibit distinct micellar behavior, while the VAE colloidal particles exhibit relatively regular spherical shapes with particle sizes ranging from 700 to 900 nm and unclear outlines (Figure 3-b), consistent with literature reports. After blending, the outlines of the PVA and VAE colloidal particles clearly exhibit a core-shell structure (Figure 3-c), indicating that hydrogen bonding within the blend system alters the electron density around the particles. Furthermore, the particles of each phase are evenly distributed within the blend system, with no apparent interface formation, indicating good compatibility.
2. Water Resistance and Permeability of the Blend System
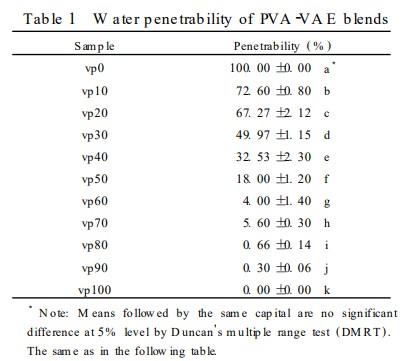
The test results for the water permeability of the blend system are listed in Table 1. After the addition of PVA, the water permeability of VAE was significantly improved. The water permeabilities of vp10, vp20, vp30, and vp40 were ideal, meeting the requirements of seed germination and generally consistent with the results of the seed germination test. When we looked at how long it took for water to pass through, we found that as the VAE content went up, it took longer for water to start permeating: 0.2 hours (vp0), 0.25 hours (vp10), 0.5 hours (vp20), 0.75 hours (vp30), 1.2 hours (vp40), 2.5 hours (vp50), and over 6 hours (vp60-100). Except for vp0, all groups lasted the whole 24 hours without dissolving, which shows that adding VAE really made the material more water-resistant. The national standards GB 11175-89 and GB 15330-94 test water resistance and permeability by checking how much the film swells. These tests cannot fully capture the water permeation, water erosion, and subsequent dissolution of seed coating films used in this test. Visual assessment of these indicators is also difficult to accurately determine. The "L-shaped glass tube method" proposed in this paper measures the water permeability and water resistance of latex films. In principle, this method directly measures water permeation, water dissolution, and water solubility. Precise measuring instruments such as automatic samplers and pipettes are used for indicator control. Visual assessment of the "water permeation and dissolution" indicators and time measurements are easily determined. The experimental procedure is simple and can accurately reflect the actual performance of the membrane.
3. Effect of Modified Films on Seed Germination
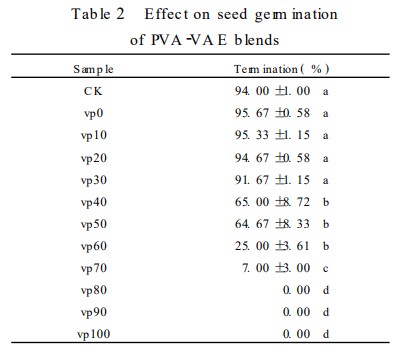
Rice seed germination tests (see Table 2) showed that blend films with less than 30% VAE didn't really change how well the seeds sprouted, so they should work fine for coating seeds. But, if the VAE is over 70%, the seeds didn't sprout well at all. None of the other samples sprouted well enough after 7 days to meet the standard.
Structural characterization of the blend films revealed good intermolecular compatibility between PVA and VAE after solution blending. The micelles in the PVA solution were opened, and no interface between the two phases was observed, demonstrating the feasibility of using VAE to modify PVA. The performance of PVA/VAE blend films at mass ratios of 80:20 and 70:30 was suitable for rice seed coating applications. Compared with PVA films alone, the introduction of VAE significantly improved the water resistance of the blend films, maintaining suitable water permeability and having no significant effect on seed germination. The method of modifying PVA blends with VAE emulsion is feasible for application in the film-forming agent field of pesticide seed coating agents.
Website: www.elephchem.com
Whatsapp: (+)86 13851435272
E-mail: admin@elephchem.com